Effetto dei trattamenti termici pre e post sulla microstruttura e sull'adesione di film in AlTiN depositati su lega Ti-6Al-4V prodotta tramite manifattura additiva.
Il 24 - 25 novembre, dopo un anno di stop a causa della pandemia da COVID-19, si è tenuta a Jihlava, Repubblica Ceca, l'edizione 2021 della CONFERENZA ATZK SUL TRATTAMENTO TERMICO DEI MATERIALI METALLICI NELL'INDUSTRIA MODERNA.
Durante gli eventi, diversi esperti dell'industria del trattamento termico e delle università ceche hanno condiviso le loro conoscenze sui trattamenti termici convenzionali e in vuoto, sulle attrezzature e sulle nuove tecnologie per il trattamento termico dei metalli, sui trattamenti termici superficiali e sui rivestimenti, sul trattamento termico delle parti da manifattura additiva e su molti altri argomenti relativi all'industria.
Essendo uno dei principali attori del mercato dei forni a vuoto, anche TAV VACUUM FURNACES ha partecipato all'evento tenendo una conferenza durante il primo giorno della manifestazione.
Il nostro intervento, in particolare, ha riguardato l'argomento "Effetto dei trattamenti termici pre e post sulla microstruttura e sull'adesione di film in AlTiN depositati su lega Ti-6Al-4V prodotta tramite manifattura additiva".
Lo scopo di questo lavoro, sviluppato in collaborazione con a sede di Lecco e la sede di Padova del CNR ICMATE (Consiglio Nazionale delle Ricerche; Istituto di Chimica della Materia Condensata e Tecnologie per l'Energia) era quello di studiare come i trattamenti termici in vuoto potessero influenzare e ottimizzare le proprietà meccaniche dei rivestimenti (in questo caso il rivestimento AlTIN) depositati tramite HiPIMS su parti in titanio grado 5 stampate tramite Selective Laser Melting.
Ma procediamo per gradi e vediamo di cosa trattava la nostra lezione.
Cos'è la tecnologia " Selective Laser Melting "?
I campioni che sono serviti come substrati per i rivestimenti nella sperimentazione sono stati prodotti utilizzando un sistema commerciale di fusione laser selettiva.
La fusione laser selettiva (SLM) è una tecnologia di produzione additiva che fa uso di un raggio laser focalizzato per fondere un sottile strato di polvere metallica.
Il controller di un sistema SLM è in grado di guidare il raggio laser e di fondere selettivamente il materiale (in questo caso la lega di titanio Ti-6Al-4V) seguendo un file CAD.
La ripetizione di questo processo strato dopo strato permette di produrre una parte 3D completa.
Grazie alla capacità di produrre parti completamente dense con forme complesse, l'alta flessibilità del processo e la possibilità di lavorare una vasta gamma di materiali (ad esempio acciaio, leghe di titanio, leghe a base di NiCr e CoCr), la tecnologia SLM è diventata rapidamente la tecnologia AM più popolare, con un totale di quasi 10.000 stampanti SLM vendute in tutto il mondo.
Le parti stampate con SLM, tuttavia, richiedono un trattamento termico post-processo sia per alleviare le tensioni residue (derivanti dalla rapida sequenza di fasi di riscaldamento e raffreddamento che si verificano durante la fusione della polvere) sia per ottimizzare le proprietà meccaniche delle parti in termini di resistenza meccanica e tenacità.
Il processo HiPiMS
Nella sperimentazione i substrati sono stati rivestiti con un sistema HiPiMS.
HiPiMS sta per High-power impulse magnetron sputtering e rappresenta un'evoluzione della tecnica convenzionale PVD magnetron sputtering.
In generale, il magnetron sputtering PVD consiste nel rivestimento di un substrato attraverso l'espulsione di materiale da una sorgente solida.
Questo processo, come suggerisce il nome, sfrutta il fenomeno dello sputtering per depositare un film sottile sul substrato.
Nel caso dell'HiPiMS, vengono adottati brevi impulsi ad alta energia per lo sputtering del target.
Questi impulsi sono in grado di generare un alto grado di ionizzazione del materiale sputterato che può essere poi diretto applicando un bias elettrico al substrato. Questo permette di ottenere rivestimenti di alta qualità, omogenei e ad alta densità anche su parti di forma complessa.
D'altra parte, il tasso di deposizione per l'HiPiMS è solitamente inferiore rispetto allo sputtering magnetronico a corrente diretta.
I vantaggi dei rivestimenti duri in AlTiN
Gli AlTIN (nitruro di alluminio e titanio) sono dei rivestimenti duri, cioè dei rivestimenti destinati a migliorare la durezza della superficie e la resistenza all'usura del pezzo rivestito.
I rivestimenti AlTiN permettono di ottenere anche un'eccezionale resistenza all'ossidazione e stabilità termica fino a temperature elevate (fino a 900°C) grazie alla formazione di uno strato passivante duro di ossidi misti Al2O3 e TiO2.
Lo spessore dei film sottili in AlTiN depositati tramite PVD è solitamente nell'ordine di 1-4 µm.
Grazie alle loro proprietà, i rivestimenti AlTiN sono particolarmente adatti ad aumentare la durata della vita utile di utensili da taglio e componenti in operazione in ambienti difficili, per esempio per applicazioni marine o nell'industria dell’”oil and gas”.
Procedura sperimentale
I campioni stampati SLM utilizzati nella sperimentazione consistevano in cilindri (24 mm di diametro, 5 mm di altezza) e in un rotore semplificato prodotto da polvere commerciale Ti6Al4V.
Per studiare l'effetto del trattamento termico in vuoto sui film sottili di AlTiN depositati sui campioni, il trattamento termico è stato effettuato sia prima che dopo il processo di rivestimento.
La struttura, la composizione e le caratteristiche meccaniche dei film sottili realizzati sono state studiate mediante microscopia elettronica a scansione a emissione di campo, spettroscopia a dispersione di energia, scratch test e nanoindentazione.
Trattamento termico

Figura 1: TAV TPH 30-30-45 HP all metal furnace
Il trattamento termico dei campioni è stato effettuato sia prima che dopo il processo di rivestimento rispettivamente a 720°C, 800°C e 950°C in alto vuoto (cioè in un intervallo di vuoto tra 1*10-5 mbar e 1*10-6 mbar) per 1 ora.
Le temperature dei trattamenti termici eseguiti dopo il rivestimento sono state scelte in modo da non superare quelle utilizzate per il trattamento del substrato corrispondente.
Tutti i trattamenti termici sono stati eseguiti nel laboratorio di ricerca e sviluppo dei forni a vuoto TAV utilizzando il nostro TAV TPH 30-30-45 HP.
Questo forno ad alto vuoto è dotato di una camera termica interamente metallica in molibdeno e ha la possibilità di utilizzare gas argon in pressione per raffreddare i pezzi.
Inoltre, il forno è dotato di un misuratore del punto di rugiada per controllare la purezza del gas. Per queste ragioni, il TAV TPH 30-30-45 HP è particolarmente adatto al trattamento termico di materiali sensibili al carbonio e all'ossigeno come il titanio.
Infine, con una temperatura massima di funzionamento di 1400°C, il forno è in grado di coprire l'intera gamma di temperature adottate per la distensione, la ricottura e l'invecchiamento delle leghe di titanio.

Figura 2: Camera termica di un forno in vuoto TAV All Metal
Rivestimento
I film sottili protettivi sono stati depositati mediante PVD reattivo HiPIMS sui dischi in Ti6Al4V (prima e dopo il trattamento termico sotto vuoto). Il processo di deposizione è stato guidato da un alimentatore Ionautics Hipster 6 mantenendo costante la densità di potenza (15 W cm-2), la frequenza (1500 Hz), la durata del singolo impulso (50 µs), il bias del substrato fornito da Ionautics Hipster 1 (potenza -50 V, frequenza 1500 Hz, tempo di impulso 100 µs, sincronizzato), la temperatura (350°C) e la distanza substrato-target(60 mm).
La lucidatura dei substrati prima del rivestimento è stata effettuata con una sospensione di silice colloidale (OP-U, 0.04 µm, Struers) utilizzando una smerigliatrice automatica Tegramin 20 (Struers).
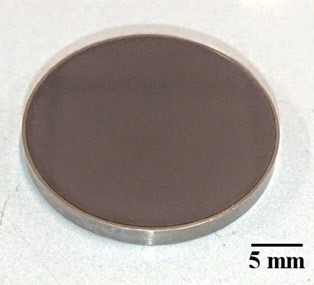
Figura 3: Campione in Ti-6Al-4V prodotto tramite SLM e rivestito con coating AlTIN
Campioni e analisi dei film sottili
Le caratterizzazioni morfologiche e composizionali quantitative sono state eseguite al microscopio elettronico a scansione a emissione di campo Sigma Zeiss (FE-SEM).
La caratterizzazione topologica tridimensionale delle superfici è stata effettuata da un profilatore a stilo (Bruker, Dektat XT).
L'adesione dei rivestimenti AlTiN depositati su substrati AMed, lucidati e poi sottoposti a trattamenti termici in vuoto, è stata analizzata con il tribotester UMT-2 (Bruker) dotato di una punta in diamante Rockwell C standard. I parametri del test sono stati impostati seguendo la norma EN 1071-3 per i materiali ceramici in modalità Progressive Loading Scratch Test (PLST). Per ogni rivestimento è stato eseguito un minimo di 3 graffi per valutare la ripetibilità.
I valori di durezza e modulo elastico sono stati misurati mediante nanoindentazione strumentata, con il sistema Nanotest (Micromaterials, Wrexham, UK) dotato di una punta Berkovich. I dati sono stati ottenuti dall'analisi statistica di 25 indentazioni per ciascuno.
Risultati
Le micrografie superficiali FE-SEM dei substrati hanno confermato il verificarsi del processo di ricristallizzazione particolarmente evidente sul campione trattato a 950 °C dove si sono potuti osservare grani grandi e piatti sovrapposti tra loro. Inoltre, il campione trattato a 800 °C ha mostrato una morfologia mesoporosa omogenea.
Anche la rugosità superficiale è aumentata significativamente con la temperatura del trattamento termico in vuoto.
Lo scratch test sui film depositati sui substrati lucidati e poi trattati termicamente ha dimostrato che la frattura fragile si è verificata in tutti i rivestimenti di AlTiN, con quello depositato sul substrato trattato a 800 °C risultante nel carico critico di delaminazione più alto.
Le misure di nanoindentazione effettuate su film depositati su substrati trattati in vuoto su film sottoposti a ulteriori trattamenti sotto vuoto non hanno mostrato alcun deterioramento significativo delle proprietà meccaniche sui rivestimenti, ad eccezione dei campioni rivestiti trattati a 950 °C, dove si è verificata la rottura del film durante il trattamento.
Come prototipo tridimensionale, un rotore semplificato, ottenuto tramite SLM e trattato termicamente sotto vuoto a 800°C, è stato rivestito con coating AlTiN senza alcuna lucidatura precedente. Il film risultante è omogeneo, anche se ha mostrato scarsa adesione in alcuni punti, probabilmente a causa della morfologia superficiale nativa del pezzo data dalla tecnica SLM.
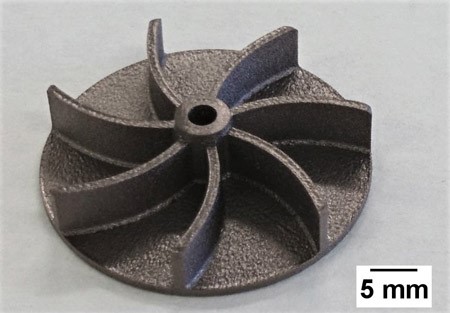
Figura 4: AlTiN coated SLMed simplified rotor
In conclusione
Lo studio ha dimostrato che è possibile rivestire i substrati in lega di titanio con film densi di AlTiN ottenendo un buon miglioramento delle caratteristiche meccaniche superficiali. Il trattamento termico in vuoto delle parti prodotte tramite SLM ha dimostrato di avere un impatto sulle prestazioni del rivestimento, con il trattamento a 800°C risultante in una migliore adesione del film sottile.
Inoltre, il rivestimento ha mantenuto sostanzialmente inalterate le proprietà meccaniche dopo ulteriori trattamenti termici fino a 950°C, temperatura alla quale si può osservare la rottura del rivestimento.
Per saperne di più sul processo di rivestimento di parti in Ti64 fabbricate tramite manifattura additiva, potete leggere il nostro precedente articolo (https://www.tav-vacuumfurnaces.com/blog/53/en/coating-titanium64-additive-manufacturing-1) dove abbiamo discusso più a fondo i parametri di stampa SLM, di rivestimento e alcuni risultati preliminari di questa sperimentazione.
Vi invitiamo anche a controllare il nostro articolo (https://www.tav-vacuumfurnaces.com/blog/50/en/heat-treating-additive-manufacturing?culture=en) per scoprire perché trattare termicamente le parti metalliche prodotte in tramite manifattura additiva.
Per ulteriori dettagli sulla sperimentazione, è possibile trovare l’articolo completo:
"Battiston, S., Montagner, F., Zin, V., Barison, S., Fiorese, A., Gionda, A., ... & Armelao, L. (2021). Trattamenti termici sotto vuoto per l'ingegneria superficiale della lega Ti6Al4V fusa con laser selettivo. Journal of Materials Engineering and Performance, 30(9), 6874-6880"
a questo link: https://rdcu.be/cqFBA.
S. Battiston, F. Montagner, V. Zin, and S. Barison, Institute of Condensed Matter Chemistry and Technologies for Energy, National Research Council of Italy, ICMATE-CNR, C.so Stati Uniti 4, 35127 Padua, Italy;
A. Fiorese, A. Gionda and G. Valsecchi, TAV VACUUM FURNACES SpA, Via dell’ Industria 11, 24043 Caravaggio, BG, Italy;
M. Rancan, Institute of Condensed Matter Chemistry and Technologies for Energy, National Research Council of Italy, ICMATE-CNR, via Marzolo 1, 35131 Padua, Italy;
F. Sordello and M. Minella, Department of Chemistry and Interdepartmental Centre for Nanostructured Interfaces and Surfaces (NIS), University of Turin, Via P. Giuria 5, 10125 Turin, Italy;
C.A. Biffi, J. Fiocchi, and A. Tuissi, Institute of Condensed Matter Chemistry and Technologies for Energy, National Research Council of Italy, ICMATE-CNR, Unit of Lecco, Via Previati 1/E, 23900 Lecco, Italy;
L. Armelao, Institute of Condensed Matter Chemistry and Technologies for Energy, National Research Council of Italy, ICMATE-CNR, via Marzolo 1, 35131 Padua, Italy; Department of Chemical Sciences and Materials Technologies, National Research Council of Italy, Piazzale A. Moro 7, 00185 Rome, Italy; and Department of Chemical Sciences, University of Padua, Via Marzolo 1, 35131 Padua, Italy