This article is available in English too.
Se avete mai sentito parlare di trattamenti termici sottovuoto, vi sarete sicuramente imbattuti nel trattamento termico sottovuoto del titanio; infatti, essendo un materiale particolarmente sensibile all'ossigeno ed all'idrogeno, il titanio trova un ambiente di trattamento termico perfetto nei forni sottovuoto.
In questo articolo parleremo di una classe di leghe di titanio forse meno popolare rispetto al titanio commercialmente puro o al titanio Grado 5, ma sicuramente altrettanto affascinante e promettente per le applicazioni più esigenti: le leghe di titanio beta.
Le leghe di titanio beta hanno una combinazione unica di proprietà interessanti: le ottime proprietà meccaniche unite alla bassa densità, la resistenza a creep, all'ossidazione, alla corrosione ed alla temperatura fino a 600°C, unite all’elevata capacità di indurimento, le rendono interessanti per le applicazioni aerospaziali. D'altra parte, l'eccellente biocompatibilità ed il basso modulo elastico, il più vicino a quello delle ossa umane rispetto alle altre leghe metalliche, rendono le leghe di titanio beta un materiale eccellente per le applicazioni biomedicali.
Durante l'ultima European Conference on Heat Treatments tenutasi a Genova dal 29 al 31 maggio 2023, abbiamo presentato un lavoro molto interessante sviluppato dal Dipartimento di Ingegneria Industriale dell'Università di Trento, Sisma S.p.a e TAV VACUUM FURNACES, volto a esplorare come i trattamenti termici sottovuoto influenzino le proprietà meccaniche di parti in titanio beta prodotte mediante Laser Powder Bed Fusion.
Leghe di titanio beta
Il titanio puro subisce una trasformazione allotropica durante il riscaldo, intorno agli 882°C, da una struttura cristallina esagonale compatta (EC), nota come fase α (alfa), ad una struttura cubica a corpo centrato (CCC), la fase β (beta).
Diversi elementi di lega possono agire come stabilizzanti della fase alfa o beta, ampliando ulteriormente l'intervallo di esistenza della fase alfa a temperature più alte o consentendo alla fase beta di esistere anche a temperatura ambiente.
Per questo motivo, le leghe di titanio possono essere suddivise, in base alla loro composizione chimica, in: leghe alfa e quasi-alfa, leghe alfa-beta (come la comune Ti-6Al-4V o Grado 5), leghe beta e quasi-beta.
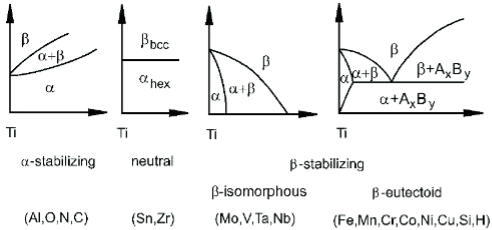
Diagrammi di fase del Ti legato a diversi elementi stabilizzanti della fase alfa o beta.
Le leghe beta e “near-beta”, in particolare, contengono quantità sufficienti di elementi stabilizzanti beta (come molibdeno, silicio e vanadio) per renderle metastabili, consentendo loro di mantenere la fase beta a temperatura ambiente quando vengono raffreddate rapidamente dopo un trattamento termico nella regione beta. Poiché il Mo è un noto stabilizzatore della fase beta, il contenuto equivalente di molibdeno è spesso adottato come parametro per definire le leghe beta, dove le leghe con un contenuto equivalente di Mo superiore a 10 sono generalmente considerate leghe beta.
Formula per il calcolo del contenuto di Molibdeno equivalente per una lega di titanio.

Tra le leghe di titanio beta, la Ti-15Mo-2,7Nb-3Al-0,2Si (o Titanio Beta 21S) è stata sviluppata per avere una buona formabilità a freddo, resistenza all'ossidazione ed alla corrosione grazie al contenuto di molibdeno e niobio, unite ad un'elevata forza e resistenza a creep. Per questo motivo, la lega è molto adatta alle applicazioni "a caldo".
Laser powder bed fusion di leghe di titanio teta
Con l'obiettivo di produrre componenti in titanio di elevata complessità, le tecnologie di fabbricazione additiva (AM, Additive Manufacturing) ed in particolare la fusione laser a letto di polvere(L-PBF, Laser Powder Bed Fusion) stanno riscuotendo un interesse crescente grazie alla possibilità di ridurre i tempi ed i costi di produzione, unitamente ad un'elevata libertà di progettazione e buone tolleranze dimensionali.
Naturalmente, il processo utilizzato per la produzione di pezzi in Ti 21S ha un profondo effetto sulla loro microstruttura finale.
In particolare, il Ti 21S “as-cast” presenta tipicamente una microstruttura grossolana di grani beta equiasici contenenti dendriti, con una piccola quantità di precipitati alfa formati durante il raffreddamento.
Nel Ti-21S da L-PBF, invece, le velocità di raffreddamento estremamente rapide, tipiche del processo, consentono di ottenere una microstruttura molto fine di grani beta allungati e orientati nella direzione di stampa, seguendo la direzione del flusso termico locale.
La microstruttura significativamente diversa del Ti 21S L-PBF rispetto al materiale “as-cast” influenza anche la sua risposta al trattamento termico; per questo motivo, abbiamo testato gli effetti di diverse strategie di trattamento termico su pezzi Ti 21S prodotti con Laser Powder Bed Fusion.
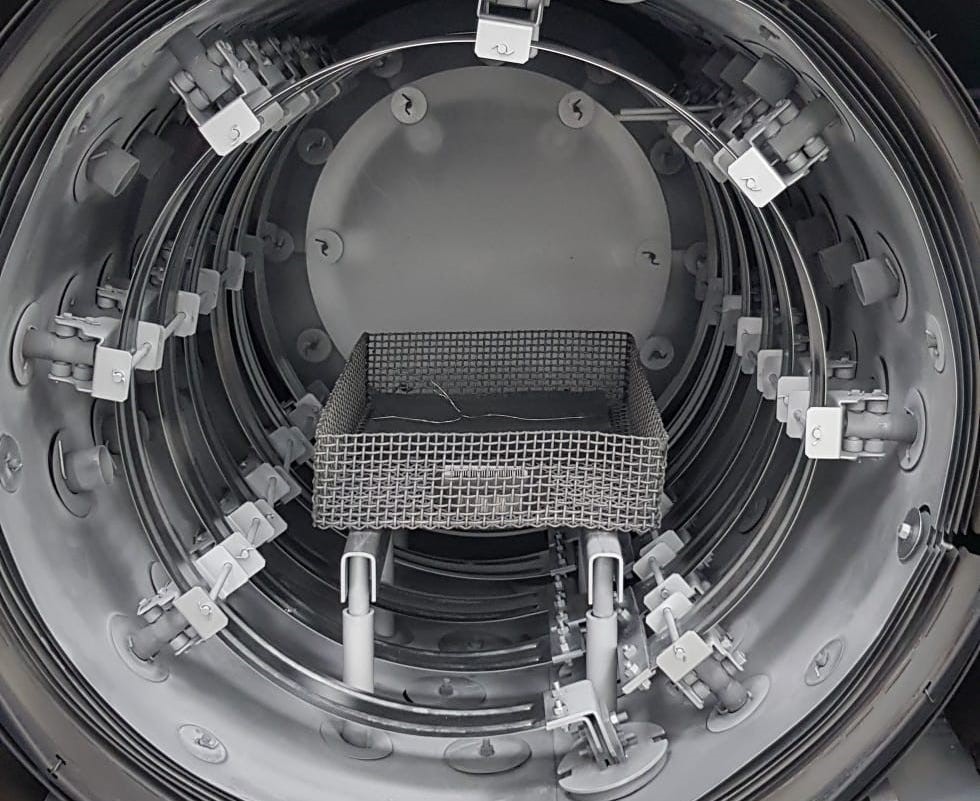
Componenti in Ti 21S nella camera termica del forno pronti per il trattamento termico
Trattamento termico delle leghe di titanio beta
Il trattamento termico delle leghe di titanio beta viene eseguito per consentire la precipitazione della fase alfa all’interno di una matrice beta, rafforzando il materiale. Controllando la dimensione e la distribuzione della fasi alfa, è possibile ottenere diverse microstrutture corrispondenti proprietà meccaniche.
In genere, il trattamento termico consiste in una solubilizzazione da una temperatura al di sopra della temperatura beta-transus, per promuovere la ricristallizzazione e recuperare l'isotropia della microstruttura, seguito da invecchiamento. Le leghe beta metastabili, a differenza delle leghe alfa-beta, sono in grado di mantenere la fase beta anche con raffreddamento in aria dopo il trattamento termico di solubilizzazione, rendendo questa classe di materiali particolarmente adatta al trattamento termico in forni a vuoto seguito da tempra in gas (argon).
La tempra in gas facilita il controllo della velocità di raffreddamento e minimizza le distorsioni rispetto alla tempra in acqua, solitamente adottata per il trattamento di solubilizzazione del Ti-6Al-4V e di altre leghe alfa-beta. Questo rappresenta un grande vantaggio per i pezzi prodotti in modo additivo, che di solito sono "near-net-shape" e richiedono solo un numero limitato (o nessuna) lavorazione successiva.
Tuttavia, la velocità di raffreddamento è fondamentale per controllare la precipitazione della fase “alpha grain boundary” (αg.b.) e deve essere valutata con attenzione.
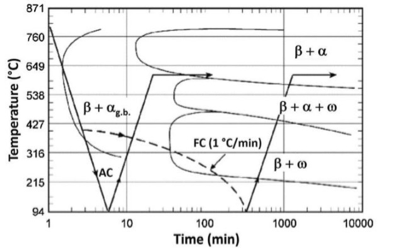
Grafico Tempo- Temperatura dei trattamenti termici di solubilizzazione e invecchiamento per il Ti 21S.
Per il trattamento di invecchiamento, invece, la temperatura selezionata modifica in modo significativo la risposta del materiale: l'invecchiamento a bassa temperatura può aumentare la resistenza del materiale diminuendone però la duttilità. Al contrario, l'invecchiamento a temperature più elevate porta ad un recupero della duttilità a discapito della resistenza e ad una migliore stabilità termica.
In tal senso, due trattamenti termici commercialmente diffusi per il Ti21S sono l'invecchiamento diretto (AA) a circa 590°C per 8h per applicazioni a bassa temperatura e il doppio invecchiamento (DA) a 690°C per 8h e 650°C per 8h per applicazioni ad alta temperatura.
Abbiamo analizzato l'effetto del trattamento termico di invecchiamento diretto sia sul materiale nello stato “as-built” sia su quello solubilizzato, nonché l'effetto del doppio invecchiamento, su campioni di Ti 21S prodotti con una macchina SISMA MySint 100.
I campioni sono stati trattati termicamente nel nostro laboratorio di ricerca e sviluppo TAV VACUUM FURNACES, dove abbiamo diversi forni sottovuoto dedicati alle attività R&D. Essendo il titanio un materiale sensibile sia all'ossigeno che al carbonio, per questi trattamenti termici abbiamo optato per il nostro modello TAV TPH 30-30-45 HP, dotato di una camera termica interamente metallica in molibdeno, di una pompa di diffusione per il funzionamento sotto vuoto spinto nell'intervallo 10-5/10-6 mbar e di un sistema di raffreddamento con gas ad alta pressione.
Abbiamo riassunto i trattamenti termici testati nella seguente tabella.
|
Trattamento Termico
|
Solubilizzazione
|
Invecchiamento 1
|
Invecchiamento 2
|
|
AA
Invecchiamento Diretto
|
-
|
590°C - 8h
Tempra con Argon a 6 bar fino a TA
|
-
|
|
STA
Solubilizzazione + Invecchiamento
|
930°C – 30 min
Tempra con Argon a 6 bar fino a TA
|
590°C - 8h
Tempra con Argon a 6 bar fino a TA
|
-
|
|
DA
Doppio Invecchiamento
|
-
|
690°C - 8h
Raffeddamento in forno fino a 650°C
|
650°C - 8h
Raffreddamento con 1 bar di Argon a TA
|
Effetto della strategia di trattamento termico
Dopo essere stati trattati termicamente, i campioni sono stati analizzati presso l'Università di Trento che ha eseguito la caratterizzazione microstrutturale, le prove di trazione, l'analisi frattografica dopo le prove di trazione e la valutazione delle tensioni residue sui provini a sbalzo.
Le diverse strategie di trattamento termico hanno dimostrato di avere un impatto significativo sulla resistenza meccanica e sull'allungamento a rottura dei campioni, riuscendo inoltre a rimuovere completamente le tensioni residue dovute al processo L-PBF.
L'articolo completo "Heat treatment of a Beta-Ti21S alloy produced by additive manufacturing" con i risultati completi in dettaglio è disponibile sull'ultimo numero della rivista " “La metallurgia Italiana - International Journal of the Italian Association for Metallurgy", n.07/08 luglio-agosto 2023.
È anche possibile accedere direttamente all'articolo da questo link (https://www.aimnet.it/rivista.php)
TAV VACUUM FURNACES ringrazia per il prezioso contributo tutti gli autori:
Lorena Emanuelli - INSTM (Centro operativo: Università di Trento), Trento (TN), Italy
Vassili Tonon - Università di Trento, Trento (TN),
Massimo Pellizzari - Università di Trento, Trento (TN), Italy
Carlo Lora - SISMA SpA, Piovene Rocchette (VI), Italy